在我公司的橡胶加工工艺流程是:原料进厂->检验->初加工->配料->胶加工->入库。严格的遵守先进工艺流程的规才能造出号的产品,衬胶管道以为橡胶衬里层,利用了橡胶的特性,衬胶管道及衬塑管道中,要将橡胶硫化到外管道上也要按照特殊的工艺。
橡胶的加工技能进程首要是处置塑性和弹性对立的进程,通过各种加工手法使得弹性的橡胶变成具有塑性的塑炼胶,在参加各种合作剂制成半制品,然后通过硫化是具有塑性的半制品又变成弹性高、物理机械功用好的橡胶制品。
把握好恰当的塑炼可塑度,对橡胶制品的加工和制品质量是至关重要的。在满意加工技能需求的前提下应尽能够降低可塑度。跟着恒粘度橡胶、低粘度橡胶的呈现,有的橡胶现已不需求塑炼而直接进行混炼。
在橡胶工业中,最常用的塑炼办法有机械塑炼法和化学塑炼法。机械塑炼法所用的首要设备是开放式炼胶机、密闭式炼胶机和螺杆塑炼机。化学塑炼法是在机械塑炼进程中参加化学药品来进步塑炼效果的办法。
天然橡胶用开炼机塑炼时,辊筒温度为30-40℃,时刻约为15-20min;选用密炼机塑炼当温度到达120℃以上时,时刻约为3-5min。
丁苯橡胶的门尼粘度多在35-60之间,因而,丁苯橡胶也可不必塑炼,可是通过塑炼后能够进步合作机的涣散性
顺丁橡胶具有冷流性,缺少塑炼效果。顺丁胶的门尼粘度较低,可不必塑炼。
氯丁橡胶得塑性大,塑炼前可薄通3-5次,薄通温度在30-40℃。
乙丙橡胶的分子主链是饱满布局,塑炼难以致使分子的裂解,因而要挑选门尼粘度低的品种而不必塑炼。
丁腈橡胶可塑度小,耐性大,塑炼时生热大。开炼时要选用低温40℃以下、小辊距、低容量以及分段塑炼,这样能够收到较好的效果。
2.2混炼技能
混炼是指在炼胶机大将各种合作剂均匀的混到生胶种的进程。混炼的质量是对胶料的进一步加工和制品的质量有着决定性的影响,即便配方极好的胶料,若是混炼欠好,也就会呈现合作剂涣散不均,胶料可塑度过高或过低,易焦烧、喷霜等,使压延、压出、涂胶和硫化等技能不能正常进行,并且还会致使制品功用降低。
混炼办法通常分为开炼机混炼和密炼机混炼两种。这两种办法都是间歇式混炼,这是当前最广泛的办法。
开炼机的混合进程分为三个期间,即包辊(参加生胶的软化期间)、吃粉(参加粉剂的混合期间)和翻炼(吃粉后使生胶和合作剂均到达均匀涣散的期间)。
开炼机混胶依胶料品种、用处、功用需求不相同,技能条件也不相同。混炼中要注意加胶量、加料次序、辊距、辊温、混炼时刻、辊筒的转速和速比等各种因素。既不能混炼缺乏,又不能过炼。
密炼机混炼分为三个期间,即湿润、涣散和涅炼、密炼机混炼石在高温加压下进行的。操作办法通常分为一段混炼法和两段混炼法。
一段混炼法是指经密炼机一次完结混炼,然后压片得混炼胶的办法。他适用于全天然橡胶或掺有合成橡胶不超越50%的胶料,在一段混炼操作中,常选用分批逐渐加料法,为使胶料不至于剧烈升高,通常选用慢速密炼机,也能够选用双速密炼机,参加硫磺时的温度有必要低于100℃。其加料次序为生胶—小料—补强剂—填充剂—油类软化剂—排料—冷却—加硫磺及超促进剂。 这一步在衬胶管道以及衬塑管道中都起到了很重要的作用。
两段混炼法是指两次通过密炼机混炼压片制成混炼胶的办法。这种办法适用于合成橡胶含量超越50%得胶料,能够防止一段混炼法进程中混炼时刻长、胶料温度高的缺陷。**期间混炼与一段混炼法相同,仅仅不加硫化和活性大的促进剂,一段混炼完后下片冷却,停放必定的时刻,然后再进行第二段混炼。混炼均匀后排料到压片机上再加硫化剂,翻炼后下片。分段混炼法每次炼胶时刻较短,混炼温度较低,合作剂涣散更均匀,胶料质量高。
2.3压延技能
压延是将混炼胶在压延机上制成胶片或与骨架资料制成胶布半制品的技能进程,它包含压片、贴合、压型和纺织物挂胶等作业。
压延技能的首要设备是压延机,压延机通常由作业辊筒、机架、机座、传动设备、调速和调距设备、辊筒加热和冷却设备、润滑系统和紧迫泊车设备。压延机的品种许多,作业辊筒有两个、三个、四个不等,摆放方式两辊有立式和卧式;三辊有直立式、Γ型和三角形;四辊有Γ型、L型、Z型和S型等多种。按技能用处来分首要有压片压延机(用于压延胶片或纺织物贴胶,大多数三辊或四辊,各辊塑度不相同)、擦胶压延机(用于纺织物的擦胶,三辊,各辊有必定得速比,中辊速度大。凭借速比擦入纺织物中)、通用压延机(又称全能压延机,兼有压片和擦胶功用、三辊或四辊,可调速比)、压型压延机、贴合压延机和钢丝压延机。
压延进程通常包含以下工序:混炼胶的预热和供胶;纺织物的导开和枯燥(有时还有浸胶)
胶料在四辊或三辊压延机上的压片或在纺织物上挂胶依机压延半制品的冷却、卷取、切断、放置等。
在进行压延前,需求对胶料和纺织物进行预加工,胶料进入压延机之前,需求先将其在热炼机上翻炼,这一技能为热炼或称预热,其意图是进步胶料的混炼均匀性,进一步添加可塑性,进步温度,增大可塑性。为了进步胶料和纺织物的粘合功用,确保压延质量,需求对织物进行烘干,含水率操控在1-2%,含水量低,织物变硬,压延中易损坏,含水量高,粘附力差。
几种常见的橡胶的压延功用 天然橡胶热塑形大,缩短率小,压延简单,易粘附热辊,应操控各辊温差,以便胶片顺畅搬运;丁苯橡胶热塑性小,缩短率大,因而用于压延的胶料要充沛塑炼。因为丁苯橡胶对压延的热敏性很明显,压延温度应低于天然橡胶,各辊温差有高到低;氯丁橡胶在75-95℃易粘辊,难于压延,应运用低温法或高温法,压延要敏捷冷却,掺有白腊、硬酯酸能够削减粘辊表象; 这一步在衬胶管道以及衬塑管道中都起到了很重要的作用,这个作用也适用于其他的橡胶制品。乙丙橡胶压延功用杰出,能够在广泛的温度范围内接连操作,温度过低时胶料缩短性大,易发生气泡;丁腈橡胶热塑性小,缩短性大,在胶料种参加填充剂或软化剂可削减缩短率,当填充剂分量占生胶分量的50%以上时,才干得到外表润滑的胶片,丁腈橡胶粘性小易粘冷辊。
2.4压出技能
压出技能是通过压出机机筒筒壁和螺杆件的效果,使胶料到达揉捏和开始外型的意图,压出技能也成为挤出技能。
压出技能的首要设备是压出机。
几种橡胶的压出特性:天然橡胶压出速度快,半制品缩短率小。机身温度50-60℃,机头70-80℃,口型80-90℃;丁苯橡胶压出速度慢,紧缩变形大,外表粗糙,机身温度50-70℃,机头温度70-80℃,口型温度100-105℃;氯丁橡胶压出前不必充沛热炼,机身温度50℃,机头℃,口型70℃;乙丙橡胶压出速度快、缩短率小,机身温度60-70℃,机头温度80-130℃,口型90-140℃。丁腈橡胶压出功用差,压出时应充沛热炼。机身温度50-60℃,机头温度70-80℃。
2.5注射技能
橡胶注射成型技能是一种把胶料直接从机筒写入模性硫化的出产办法。包含喂料、塑化、注射、保压、硫化、出模等几个进程。注射硫化的最大特点是内层和外层得胶料温度比拟均匀共同,硫化速度快,可加工大多数模压制品。
橡胶注射成型的设备是橡胶注射成型硫化机。
2.6压铸技能
压铸法又称为传递模法或移模法。这种办法是将胶料装在压铸机的塞筒内,在加压降低胶料铸入模腔硫化。与注射成型法类似。如骨架油封等用此法出产溢边少,产品质量好。
2.7硫化技能
新近,天然橡胶的首要用处仅仅做擦字橡皮;后来才用于制作小橡胶管。直到1823年,英国化学家麦金托什才发明将橡胶溶解在煤焦油中然后涂在布上做成防水布,能够用来制作雨衣和雨靴。可是,这种雨衣和雨靴一到夏天就熔化,一到冬季便变得又硬又脆。为了战胜这一缺陷,其时许多人都在想办法。美国发明家查理•古德伊尔也在进行橡胶改性的实验,他把天然橡胶和硫黄放在一同加热,希望能取得一种一年四季在所有温度下都坚持枯燥且赋有弹性的物质。直到1839年2月他才取得成功。一天他把橡胶、硫黄和松节油混溶在一同倒入锅中(硫黄仅是用来染色的),不小心锅中的混合物溅到了火热的火炉上。令他吃惊的是,混合物落入火中后并未熔化,而是坚持原样被烧焦了,炉中残留的未彻底烧焦的混合物则赋有弹性。他把溅上去的东西从炉子上剥了下来,这才发现他现已制备了他想要的有弹性的橡胶。通过不断改进,他总算在1844年发明晰橡胶硫化技能。
在橡胶制品出产进程中,硫化是最终一道加工工序。硫化是胶料在必定条件下,橡胶大分子由线型布局转变为网状布局的交联进程。硫化办法有冷硫化、室温硫化和热硫化三种。大多数橡胶制品选用热硫化。热硫化的设备有硫化罐、平板硫化机等。
2.8其他出产技能
橡胶制品的出产技能还有浸渍法、涂刮法、喷涂法、蕉塑法等。
3 橡胶配方描绘
3.1橡胶的硫化(交联)
交联是橡胶高弹性的根底,其特点是在一个橡胶分子链上仅构成少量几处交联点,因而不会影响橡胶分子链段的运动。
橡胶的硫化系统较多,常见的有:硫黄硫化系统、过氧化物硫化系统、树脂硫化系统、氧化物硫化系统等。
3.1.1硫黄硫化系统
首要适应于二烯类橡胶,其硫化活性点是在双键周围的α氢原子。
组成:
硫黄
活性剂:氧化锌,硬脂酸
促进剂:噻唑类(DM,M),次磺酰胺类(CZ,NOBS),秋兰姆类(TETD,TMTM,TMTD),胍(D)
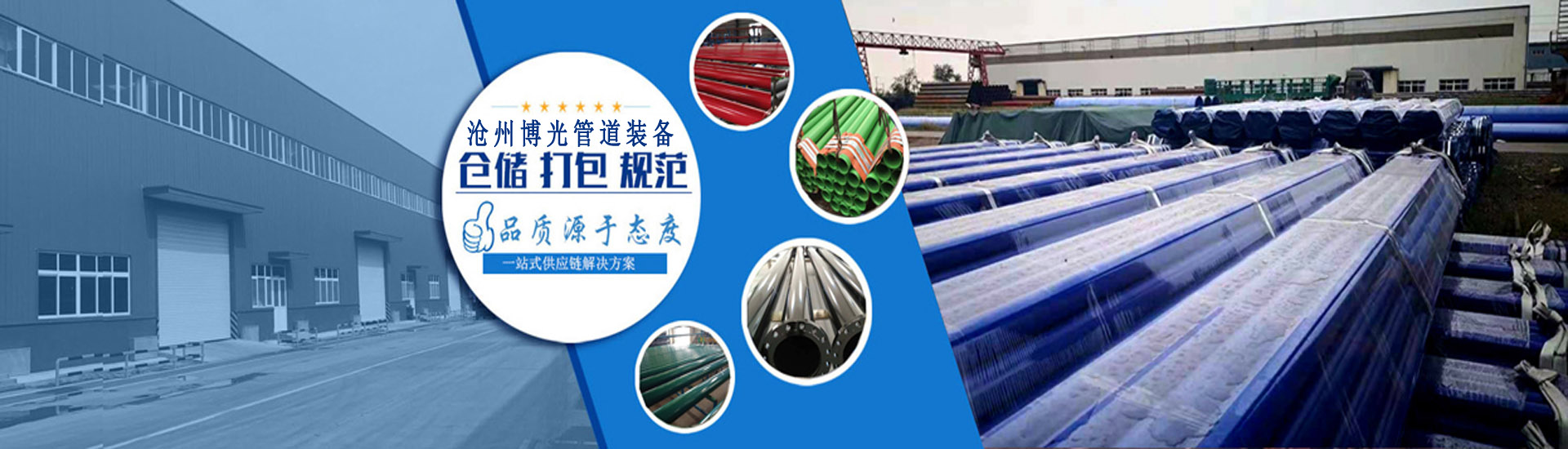
我公司生产的产品有:丁基衬胶管道、耐磨衬胶弯头、尾矿耐磨管道、三通衬胶、罐体衬胶、衬胶大小头、厂家守合同、重信用、欢迎新老客户来电咨询、洽谈、订购。